固一话:0510-83076068 贺部长
固二话:0510-83076658 孙经理
固三话:0510-83079997 李经理
固四话:0510-83079993 贺经理
固五话:0510-83079994 高经理
传真:0510-83079997
手机:189 0152 2222(总经理)
手机:133 3878 6068贺部长( 厂长)
手机:133 8220 6068孙经理(开单处)
手机:133 7366 1878高经理(仓库)
上网洽谈工具:QQ 473334606
邮箱:473334606@qq.com
地址:无锡市-惠山区-钱桥镇-(西章工业园-惠澄大道77号)百利源钢管厂
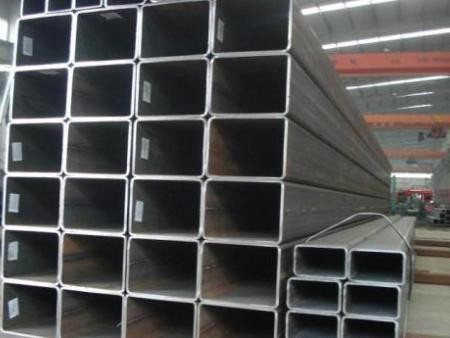
无缝矩形管其优点是:电焊焊接速率大,电焊焊接热危害区小,电焊焊接对产品工件可以不清除,可焊厚壁管,可焊金属软管。
无缝矩形管生产制造中实际操作对电焊焊接品质的危害
1、键入发热量
由于焊接方法的基本参数之一,即电焊焊接电流量(或电焊焊接溫度)无法精确测量,因此用键入发热量来替代,而键入发热量又可以用震荡器功率来表明:
N=Ep·Ip
式中N——功率,kW;
Ep——屏压,kV;
Ip——屏流,A。
当震荡器、传感器和电阻器明确后,震荡管槽路、导出变电器、传感器的效果也就明确了,输入功率的转变同键入发热量的转变大概是成百分比的。
当键入发热量不够时,被加温边沿达不上电焊焊接溫度,仍维持固体机构而焊不了,产生焊合缝隙;当键入发热量大时,被加温边沿超出电焊焊接溫度易造成太热,乃至粗晶,承受力后造成裂开;当键入转换过大时,电焊焊接溫度过高,使焊接穿透,导致融化金属材料溅出,产生孔眼。融化电焊焊接溫度一般在1350~1400℃为宜。
2、电焊焊接工作压力
电焊焊接工作压力是焊接方法的基本参数之一,管料的两边沿加温到电焊焊接溫度后,在挤工作压力的作用下产生一同的金属材料晶体即互相结晶体而形成电焊焊接。焊接压力的大小危害着焊接的強度和延展性。若所增加的电焊焊接工作压力小,使金属焊接的边沿不可以充足压合,焊接中残存的非金属材料掺杂物和氢氧化物因工作压力小不容易排出来,焊接抗压强度减少,承受力后容易裂开;工作压力过大时,做到电焊焊接溫度的金属材料绝大多数被挤压,不仅减少母材抗压强度,并且造成里外毛边过大或搭焊等缺点。因而应依据不一样的种类规格型号在真实中求取与之相匹配的Z佳电焊焊接工作压力。依据社会经验企业电焊焊接工作压力一般为20~40MPa。
因为管料总宽及薄厚很有可能出现的尺寸公差,及其电焊焊接溫度和电焊焊接速率的起伏,都是有很有可能牵涉到电焊焊接挤工作压力的转变。电焊焊接压挤量一般通过调节压挤辊中间的间距开展操纵,还可以用压挤辊前后左右管筒周差来操纵。
3、电焊焊接速率
电焊焊接速率也是焊接方法基本参数之一,它与加温规章制度、焊接形变速率及其互相结晶体速率相关。在无缝矩形管时,电焊焊接品质随电焊焊接速率的加速而提升。这是由于加温時间的减少使边沿加温区总宽变小,减少了产生氢氧化物的時间,假如对接焊速率减少时,不但加温区变大,并且融化区总宽随键入发热量的变动而转变,产生内毛边比较大。在低速档焊时,键入发热量少使电焊焊接艰难,若不符标准值的时候容易造成缺点。
因而在无缝矩形管时,应在发电机组的设备和电焊焊接设备所容许的Z大流速下,依据不一样规格型号种类挑选适宜的焊速。
4、张口角
张口角就是指压挤辊前管料两边沿的交角,张口角的大小与烧融全过程的可靠性相关,对电焊焊接品质的危害非常大。
减少张口角时,边沿中间的间距也减少,进而使邻近效应加强,在其他标准同样的情形下便可扩大边沿的加温溫度,进而提升电焊焊接速率。张口角假如过钟头,将使会合点到压挤辊水平线的间距延长,进而造成边沿并不是在Z高溫度下遭受压挤,那样便使锡焊品质减少,输出功率耗费提升。
具体生产制造工作经验表明,可挪动导向性辊的竖向部位来调节张口角尺寸,通常在2~6°中间转变。在导向性辊不可以竖向调节的情形下,可以用导向性环薄厚或压下去封闭式板孔来调节张口角的大小。
5、传感器及特性阻抗器的置放部位
5.1传感器的置放部位
传感器的置放部位(距矫直辊水平线的间距)对电焊焊接品质危害非常大。距矫直辊轴线较远时,合理加温时间长,热危害区宽,使焊接抗压强度减少;相反边沿加温不够,也使焊接抗压强度减少。传感器应与管同舟置放,其前面与压挤辊轴线间距大概相当于或低于管经(小管是1.5倍的管径)为Z佳情况。
5.2特性阻抗器的置放部位
特性阻抗器(磁棒)的置放部位不仅对焊接生产速率有较大危害,并且对电焊焊接品质也是有危害。
实践经验证明,特性阻抗器前面部位恰好在矫直辊轴线处时,扩口抗压强度和挤扁抗压强度Z好。当超出压挤辊轴线伸到口模机一侧时,扩口抗压强度和压偏强度显著降低。不上轴线而在成形机一侧时,也使电焊焊接抗压强度减少。Z佳部位即特性阻抗器放到传感器下边的管料内,其头顶部与压挤辊轴线重叠或向成形方位调整20~40mm,能提升管中背特性阻抗,降低其循环系统电流量损害,提升电焊焊接工作电压。在使用单匝传感器时,在感应器上下两侧各挂一个小特性阻抗器,那样既增强了焊接电磁场,还使管料边沿邻近效应加强,焊速每分可提升4~5m。
6、管料的多少规格及样子规定
6.1焊接钢管坯的多少规格
管料的总宽和薄厚误差大,会更改边沿的加温溫度和压挤量,达标的商品务必规定管料的总宽和宽度在尺寸公差范围内。
6.2管料样子及相连方式
假如管料边沿存有拉伸应变、长刀弯及波皱等状况,根据成形机时便会偏移板孔核心,导致热轧带钢两侧弯折。热轧带钢调节欠佳也会导致热轧带钢方向跑偏或管料歪曲等缺点,导致危害电焊焊接品质或没办法电焊焊接的不良影响。
管料两边电焊焊接时规定两边所有薄厚相连,管料两边沿不仅要竖直并且要平行面。纵剪热轧带钢时园盘剪刃空隙过大或刃口损坏比较严重导致热轧带钢边沿毛边过大,也易造成电焊焊接后裂痕。
7、热轧带钢边沿品质
热轧带钢边沿品质的优劣将危害高频率磁感应的加温結果,进而危害焊接的品质。在管料成形后应确保热轧带钢两边沿平行面,不然会发生斜角效用,进而危害焊接品质。
上一条: 无缝矩形管热处理关键点
下一条: q345b矩形管性能和指标分析