固一话:0510-83076068 贺部长
固二话:0510-83076658 孙经理
固三话:0510-83079997 李经理
固四话:0510-83079993 贺经理
固五话:0510-83079994 高经理
传真:0510-83079997
手机:189 0152 2222(总经理)
手机:133 3878 6068贺部长( 厂长)
手机:133 8220 6068孙经理(开单处)
手机:133 7366 1878高经理(仓库)
上网洽谈工具:QQ 473334606
邮箱:473334606@qq.com
地址:无锡市-惠山区-钱桥镇-(西章工业园-惠澄大道77号)百利源钢管厂
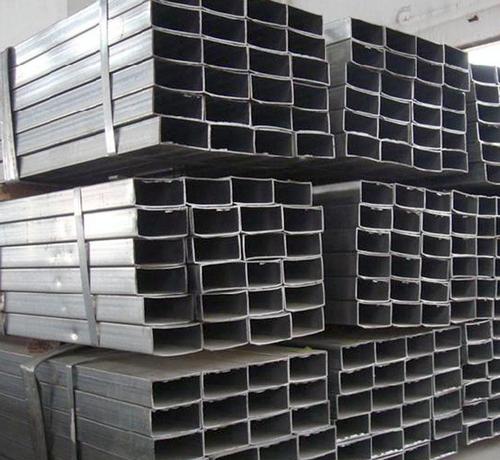
无锡Q345B矩形管施工方案
一、Q345B矩形管基础特性与适用性
材质特性
Q345B:低合金高强度结构钢,屈服强度≥345MPa,抗拉强度470-630MPa,延伸率≥21%。
优势:
高强度:比Q235B强度提升约50%,可减少材料用量。
低温韧性:适用于-20℃环境(冲击功≥34J),适合北方或寒冷地区。
焊接性:碳当量≤0.44%,焊接裂纹风险低,适配常规焊材(如ER50-6)。
适用场景
建筑结构:大跨度厂房、高层建筑框架、体育场馆桁架。
桥梁工程:人行天桥、小型公路桥支撑结构。
机械制造:起重机臂架、矿山机械支架、港口设备框架。
能源设施:风电塔筒基础、光伏支架、油气管道支架。

二、施工前准备
材料验收
检查项目:
质量证明书:确认材质(Q345B)、力学性能、化学成分。
外观质量:无裂纹、分层、折叠,壁厚均匀(允许偏差±10%)。
尺寸精度:边长误差≤±1.5mm,对角线差≤3mm(参考GB/T 6728-2017)。
抽样检测:每批(≤60吨)抽3根进行拉伸、弯曲试验,确保屈服强度≥345MPa。
加工与预处理
切割:
厚壁管(≥12mm)推荐火焰切割,需预热至150-200℃(减少冷裂纹)。
薄壁管(≤10mm)采用激光切割,精度±0.3mm,切口无需打磨。
打孔与坡口:
孔径≥管壁厚×3(如8mm壁厚,孔径≥24mm),避免应力集中。
坡口角度60°±5°,钝边1-2mm,间隙2-3mm(适配手工电弧焊)。
防腐处理:
室内环境:喷涂环氧富锌底漆(干膜厚度≥60μm)+聚氨酯面漆。
室外或潮湿环境:热镀锌(锌层厚度≥85μm),寿命可达20年以上。
三、施工工艺流程
基础施工
混凝土基础:
强度等级≥C30,埋入深度≥管径的1.5倍(如400×200管,埋深≥600mm)。
预埋钢板(Q345B,厚度≥20mm),锚栓间距≤150mm,抗拉承载力≥150kN。
钢结构基础:
采用H型钢或格构柱,与矩形管通过高强螺栓(10.9级)连接,扭矩值按设计要求(如M24螺栓,扭矩900-1100N·m)。
矩形管安装
吊装:
使用专用吊具(如尼龙吊带),避免划伤防腐层。
单根管重量≤3吨时,采用汽车吊;>3吨时,需编制专项吊装方案。
定位与校正:
全站仪定位,垂直度偏差≤H/1000(H为管高),水平度偏差≤L/1000(L为管长)。
临时固定:点焊长度≥50mm,间距≤300mm,焊脚高度≥4mm。
连接与焊接
焊接工艺:
焊材:E5015(手工电弧焊)或ER50-6(气体保护焊)。
参数:电流160-200A,电压22-26V,焊接速度15-20cm/min。
多层焊:每层厚度≤4mm,层间温度≤250℃(避免过热脆化)。
螺栓连接:
高强螺栓初拧扭矩为设计值的50%,终拧扭矩偏差≤±10%。
摩擦面抗滑移系数≥0.45(喷砂处理后)。
防腐与防火
防腐补涂:
焊接部位打磨至St3级,涂刷无机富锌底漆(干膜厚度≥80μm)。
整体面漆:氟碳漆(耐候性≥15年),涂层总厚度≥150μm。
防火处理:
耐火极限≥1.5小时:涂刷厚型钢结构防火涂料(干密度≤500kg/m³)。
耐火极限≥2.0小时:采用防火板包裹(厚度≥25mm)。
四、质量控制与验收
过程检查
焊接质量:
外观检查:焊缝余高0-3mm,咬边深度≤0.5mm,长度≤10%焊缝长度。
无损检测:超声波探伤(UT)按GB/T 11345-2013,一级合格。
尺寸偏差:
轴线偏差≤5mm,标高偏差±10mm,节点间距偏差±15mm。
验收标准
国家标准:GB 50205-2020《钢结构工程施工质量验收标准》。
关键指标:
垂直度偏差≤H/1000且≤25mm。
焊缝强度:拉伸试验断口不得在焊缝或热影响区。
五、安全与环保措施
安全防护
高空作业:佩戴五点式安全带,搭设双排脚手架(立杆间距≤1.5m)。
焊接防护:配备防弧光面罩、绝缘手套,焊机接地电阻≤4Ω。
环保要求
切割粉尘:采用湿式作业或移动式除尘器(除尘效率≥95%)。
废料处理:分类回收(钢材、焊渣、油漆桶),交由资质单位处理。
六、成本与工期分析
成本估算(以400×200×10mm矩形管为例)
材料费:约5800元/吨(Q345B比Q235B高约15%)。
加工费:切割200元/米,焊接150元/米,防腐80元/米。
安装费:吊装300元/吨,人工费200元/工日(单根管安装需2工日)。
工期计划
单层结构(100根管):材料准备5天,加工10天,安装15天,总工期约30天。
七、无锡本地资源推荐
优质供应商
无锡中联钢构:提供Q345B矩形管定制加工,支持激光切割、热镀锌。
无锡华光钢管:专注大口径矩形管(最大1000×800mm),配套焊接机器人。
施工团队
无锡建工集团:钢结构一级资质,擅长复杂节点施工。
无锡恒泰安装:专注设备安装,提供螺栓连接专项服务。
八、总结与建议
核心优势
Q345B矩形管通过高强度、低温韧性,可显著降低结构自重(比Q235B节省材料20%-30%)。
无锡本地产业链完善,从材料到施工一站式服务,交货周期短(常规规格7天内)。
实施建议
设计阶段:优先采用标准化尺寸,减少加工成本。
施工阶段:严格控制焊接参数,避免层状撕裂(Q345B含硫量≤0.040%)。
维护阶段:定期检查防腐层,每5年进行一次全面检测。
通过本方案,可确保无锡Q345B矩形管施工安全、高效、合规,适用于各类中大型钢结构工程。
上一条: 无锡Q235B矩形管加工切割
下一条: 无锡大口径矩形管规格表及重量