固一话:0510-83076068 贺部长
固二话:0510-83076658 孙经理
固三话:0510-83079997 李经理
固四话:0510-83079993 贺经理
固五话:0510-83079994 高经理
传真:0510-83079997
手机:189 0152 2222(总经理)
手机:133 3878 6068贺部长( 厂长)
手机:133 8220 6068孙经理(开单处)
手机:133 7366 1878高经理(仓库)
上网洽谈工具:QQ 473334606
邮箱:473334606@qq.com
地址:无锡市-惠山区-钱桥镇-(西章工业园-惠澄大道77号)百利源钢管厂
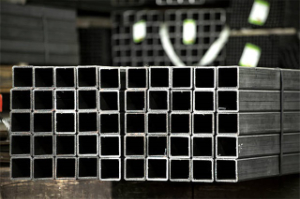
无锡无缝矩形管的成性方法主要有热轧和冷拔两种,具体如下:

热轧工艺
坯料准备:选用合适的钢锭或连铸坯作为原材料,对坯料进行检验和清理,去除表面的缺陷和杂质。
加热:将坯料加热至1100℃-1300℃,使钢坯具有良好的可塑性。
穿孔:使用穿孔机将加热后的钢坯穿成空心的毛管,控制好穿孔的速度、压力和温度等参数。
轧管:将穿孔后的毛管通过一系列的轧机进行轧制,逐渐减小其外径和壁厚,使其达到所需的尺寸和形状。
定径:对轧制后的钢管进行定径处理,可采用冷定径或热定径的方式,确保其外径尺寸的精度和圆度。
冷却:经过定径后的钢管进入冷却塔中,通过喷水冷却,提高其硬度和强度。
矫直:冷却后的钢管进行矫直处理,提高产品的直线度和表面质量。
水压试验:对矫直后的钢管进行水压试验,检测其是否存在裂纹、气泡等内部缺陷。
标记与入库:经过质检后,喷上编号、规格、生产批号等,吊入仓库中。
冷拔工艺
坯料准备:选择经过热轧或其他预处理的钢管作为坯料,其外径和壁厚应符合冷拔工艺的要求。
酸洗和润滑:对坯料进行酸洗处理,去除表面的氧化皮和铁锈等杂质,然后涂上润滑剂,减少冷拔过程中的摩擦力。
冷拔:将酸洗和润滑后的坯料放入冷拔机中,通过模具对其进行冷拔加工,使钢管的外径和壁厚逐渐减小,直至达到所需的尺寸和形状。
退火:对冷拔后的钢管进行退火处理,消除冷拔过程中产生的应力,提高钢管的韧性和塑性。
精整:对退火后的钢管进行精整处理,包括矫直、切割、探伤等工序,确保钢管的尺寸精度、直线度和内部质量符合要求。
探伤与检验:对精整后的钢管进行探伤和检验,检测其内部质量和外部缺陷。
标记与入库:经过质检后,喷上编号、规格、生产批号等,吊入仓库中。
上一条: 无锡大口径矩形管尺寸规格表
下一条: 无缝矩形管尺寸表大全