固一话:0510-83076068 贺部长
固二话:0510-83076658 孙经理
固三话:0510-83079997 李经理
固四话:0510-83079993 贺经理
固五话:0510-83079994 高经理
传真:0510-83079997
手机:189 0152 2222(总经理)
手机:133 3878 6068贺部长( 厂长)
手机:133 8220 6068孙经理(开单处)
手机:133 7366 1878高经理(仓库)
上网洽谈工具:QQ 473334606
邮箱:473334606@qq.com
地址:无锡市-惠山区-钱桥镇-(西章工业园-惠澄大道77号)百利源钢管厂
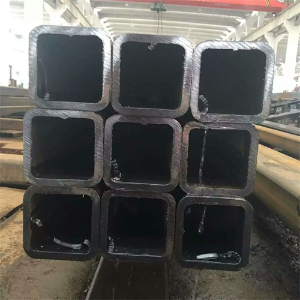
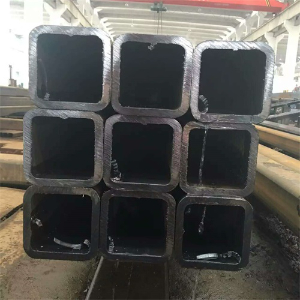
大口径矩形管(通常指边长≥200mm,如200×100mm、300×200mm等)的成型工艺,核心是通过焊接或冷弯/热弯将钢板加工为矩形截面,主要分为焊接成型和无缝成型两大技术路线,具体做法因工艺不同而差异显著。

一、主流成型工艺:焊接成型(应用最广泛)
焊接成型是大口径矩形管的主要生产方式,通过将钢板卷曲、焊接成矩形,适用于批量生产,成本较低,具体流程分3步:
1. 原料预处理
选用Q235B、Q345B等材质的热轧钢板(厚度通常316mm,根据矩形管壁厚需求确定),先通过开平机将卷板展平,再按矩形管周长(长+宽)×2的尺寸裁剪成条形钢板,同时去除钢板边缘的毛刺和氧化皮,避免焊接时产生缺陷。
2. 冷弯/热弯成型
冷弯成型:适用于厚度≤8mm的钢板,通过连续式冷弯机组,将条形钢板逐步压弯成“U”型,再进一步压合成“矩形”,过程在常温下进行,能保证截面尺寸精度,但厚钢板易出现回弹,需通过模具校准。
热弯成型:适用于厚度>8mm或材质较硬的钢板,先将钢板加热至8001000℃(塑性最佳温度区间),再用模具压弯成矩形截面,可减少厚板成型难度,但需控制冷却速度,避免截面变形。
3. 焊接与精整
焊接:对成型后的矩形管接缝处进行焊接,大口径管常用埋弧焊(焊缝强度高、成型美观)或气体保护焊(效率高),焊接后需去除焊渣,检查焊缝是否有裂纹、气孔等缺陷。
精整:通过矫直机修正矩形管的弯曲变形,保证直线度;对表面进行打磨、除锈(若需防腐,可进一步做镀锌或喷漆处理);最后按定尺(如6米、9米)切断,完成成品。
二、特殊成型工艺:无缝成型(高精度需求)
无缝大口径矩形管较少见,主要用于对强度、密封性要求极高的场景(如高压管道),工艺难度大、成本高,核心做法是:
1. 管坯制备
以大口径无缝钢管(如外径300500mm)为原料,通过加热炉将管坯加热至12001300℃(奥氏体化温度),使其具备良好的塑性。
2. 挤压成型
用专用挤压模具将加热后的无缝钢管坯压制成矩形截面,过程中需控制挤压速度和压力,避免管坯开裂;若截面尺寸较大,需分多次挤压逐步成型,每次挤压后进行退火处理(消除内应力)。
3. 后续加工
挤压后的无缝矩形管需通过定径机校准外径尺寸,确保精度;再进行冷却、矫直、探伤检测(如超声波检测内部缺陷),最后切断、表面处理,完成生产。
三、关键工艺控制点(保证质量)
1. 尺寸精度控制
冷弯成型时,需定期调整冷弯机组的轧辊间距,避免因钢板回弹导致矩形管边长、壁厚偏差;热弯或挤压成型后,需用激光测径仪检测截面尺寸,偏差需控制在±0.5mm以内(符合GB/T 6728标准)。
2. 焊接质量保障
焊接前需预热钢板(尤其是厚板,预热温度80150℃),减少焊接应力;焊接后进行探伤检测,确保焊缝合格率≥99%,避免后期使用时出现渗漏或断裂。
3. 防止变形开裂
热加工(热弯、挤压)后,需采用缓冷方式(如埋入保温棉)冷却,避免因冷却过快导致钢材内部产生裂纹;冷加工后若出现加工硬化,需进行退火处理(温度600700℃),恢复塑性。
要不要我帮你整理一份大口径矩形管焊接成型与无缝成型的工艺对比表,包括适用场景、成本、精度等维度,方便你根据需求选择工艺?
上一条: q345b矩形管批发价格
下一条: 无锡矩形管零割厂家