固一话:0510-83076068 贺部长
固二话:0510-83076658 孙经理
固三话:0510-83079997 李经理
固四话:0510-83079993 贺经理
固五话:0510-83079994 高经理
传真:0510-83079997
手机:189 0152 2222(总经理)
手机:133 3878 6068贺部长( 厂长)
手机:133 8220 6068孙经理(开单处)
手机:133 7366 1878高经理(仓库)
上网洽谈工具:QQ 473334606
邮箱:473334606@qq.com
地址:无锡市-惠山区-钱桥镇-(西章工业园-惠澄大道77号)百利源钢管厂
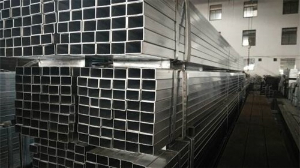
无锡无缝矩形管的连接规范需结合材料特性与工程需求,重点控制接口精度、清洁度及焊接工艺参数,以下是具体分析:
在无锡无缝矩形管的连接过程中,首先需对管材、管件、橡胶圈等做外观检查,确保无质量问题。对于粘接连接,需用专用断管工具将管道按尺寸切开,去除断口毛刺和毛边并倒角,用干布擦干承插口处粘接表面的灰尘、水、油污,用毛刷将粘接剂均匀涂抹在承插口表面,找准两根管道的中心,迅速将插口插入承口,并保持一定时间不动,以便粘接剂均匀分布和固化。

对于焊接连接,以下为一些通用规范要点:
下料与预处理:
选取同一批矩形管材料,用锯床切段,并用铣床精修矩形管端面,用锉刀或砂纸打磨干净端面毛刺。
将焊缝及相邻区域用不锈钢钢丝刷打磨,去除油污、油脂及锈蚀等影响焊接质量的杂质,最后用无水酒精擦拭焊接区域。
点固与装配:
将对接、T型接头矩形管装夹在专用工装上,确保翼梁相对于主梁居中垂直,保证样件上下、左右及前后对称,允许主梁沿轴线转动。
在矩形管的四个圆弧面点固固定,装配间隙均匀。
焊接工艺:
焊接温度通常为室温条件,不进行焊前预热、焊后热处理(具体根据材料及工程要求调整)。
采用单面单道焊接成型,焊接方向、顺序与骨架大片焊接一致,如立面角焊缝由下到上立焊,表面对接焊缝由左到右平焊。
此外,在连接过程中还需注意以下事项:
接口对齐:定管、动管轴心线要在一条直线上,否则容易将胶圈顶出,影响安装的质量和速度。
清洁与润滑:对于承插式连接,需清理Q345无缝矩管管口,将承口内的所有杂物清除擦洗干净;清理胶圈,将胶圈上的粘着物清擦干净,把胶圈弯为“梅花形”或8字形装入承口槽内,并用手沿整个胶圈按压一遍,或用橡皮锤砸实,确保胶圈均匀卡在槽内;在插口外表面和胶圈上涂刷润滑剂。
下管与安装:应按下管的要求将无缝矩管下到槽底,通常采用人工下管法或机械下管法;将准备好的机具设备安装到位,安装时注意不要将已清理的矩形管部位再次污染;顶推无缝矩管使之插入承口,直到插口插入承口全部到位,承口与插口之间应留2mm左右的间隙,并保证承口四周外沿至胶圈的距离一致。
上一条: 无锡大口径矩形管弯曲怎么办
下一条: 无锡Q235B矩形管加工切割